Nutshell filters are a type of tertiary treatment and are designed to provide an adsorption duty to low concentrations of free oil present as fine droplets.
They are therefore ideal for use as polishing units to be installed downstream of a hydrocyclone or flotation package prior to disposal or reinjection. Typically, they have a feed concentration limit of 50 mg/l for both oil and solids and a maximum solids mean size of 5 microns. Nutshell filters are most found in onshore installations due to their size and weight and the requirement for large ancillary items such as backwash storage tanks and recirculation pumps. They are however very simple systems with inexpensive media and their low requirement for operator intervention has made them ideal for use at onshore fields at remote locations.
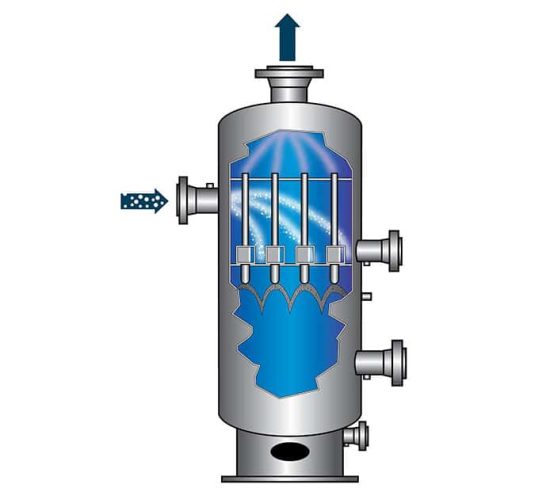
Crushed nutshells constituting the packed bed within the vessels form an intricate network of tiny channels forcing the water to take an arduous flow path from the top to the bottom of the vessel. Multi-grade nutshell offers excellent oil coalescing and holding capacities and solids are removed by simply becoming trapped within the pore structure of the bed. As increasing quantities of oil are adsorbed by the nutshell surface capillaries, the fine solids removal capacity also increases. The filtered water is collected within the base of the vessel by a wedge-wire lateral system which routes the water out of the vessel. Nutshell filters provide a large adsorption area to allow easy adhesion of oil to the nutshell’s surface due to the presence of microscopic capillaries within the structure. Adsorption occurs due to the specific nature of the interaction between the oil content of the produced water and the surface of the crushed nutshells.
Adsorption occurs at the surface of the nutshells and is not to be confused with absorption which implies diffusion into the media to form a solution.
The media also provides effective solids retaining capacity and the presence of oil acts to increase the solids removal efficiency. The ability of the multi-grade nutshell to provide large holding capacities gives long run times and reduced volumes of backwash water.
Solids are removed from the down flow of produced water within the bed where they are trapped within the porous structure of the densely packed crushed nutshell media.
Media Filters
The liquid containing solids and Hydrocarbons passes through a granular particulate media which retains these particles and only allows the passing of water into the outlet.
The Walnut Shell Filter performs at its best in produced water applications where outlet requirements are very strict. Not only does the Walnut shell can act as a fine filter, but the shells themselves coalesce the oil droplets within the media allowing greater efficiency in the removal.
The walnut shells are also very light and have a high modulus of elasticity so complete replacement of the media is limited.
Backwashing
Oil does not directly absorb into the media and oil remains entrapped. Backwashing is required to remove this oil.
An automated activity regenerates the media. The backwash is determined by either:
- Pressure drop
- Monitoring of outlet water quality
- Pre-set time
Associated with the accumulation of oil and solids within the packed bed is an increase in pressure drop through the filters. To resolve this, the automatic backwashing cycle is programmed to activate on a timed basis, however this can be overridden by high pressure drop. A pressure drop signal is provided to the control system by a Differential Pressure Transmitter located on each of the fine filter vessels.
The backwashing program is timed such that all filters are backwashed once every 24 hours, however in the event of high pressure drop across the package each filter will be backwashed in sequence. During backwash, fluids are rerouted upwards through the vessel to fluidise the bed.
All effluent scrubbed from the surface of the media is routed to a discharge line for treatment and disposal. Individual vessels are isolated by actuated isolation valves located at the inlets and outlets of the vessels. All rerouting of incoming fluids between the inlet line to the vessel outlet is performed by means of actuated isolation valves located on the respective lines.
This can be recycled back to the upstream produced water treatment system.